Pulverbeschichtung auf höchstem Niveau
- Pulverbeschichtung für Stahl, feuerverzinkten Stahl oder Aluminium
- Klein- oder Großteil
- Innen- oder Außenbereich
- auch für Privat
Flexible Bearbeitung in der Großteilebeschichtungsanlage
- mechanischen Vorbehandlung ( z. B. verputzen, strahlen oder sweepen)
- nasschemische Vorbehandlung (phosphatieren, beizen, VE-Spülen, no-rinse-Verfahren etc.)
- Endbeschichtung mit modernsten Pulverlacksystemen
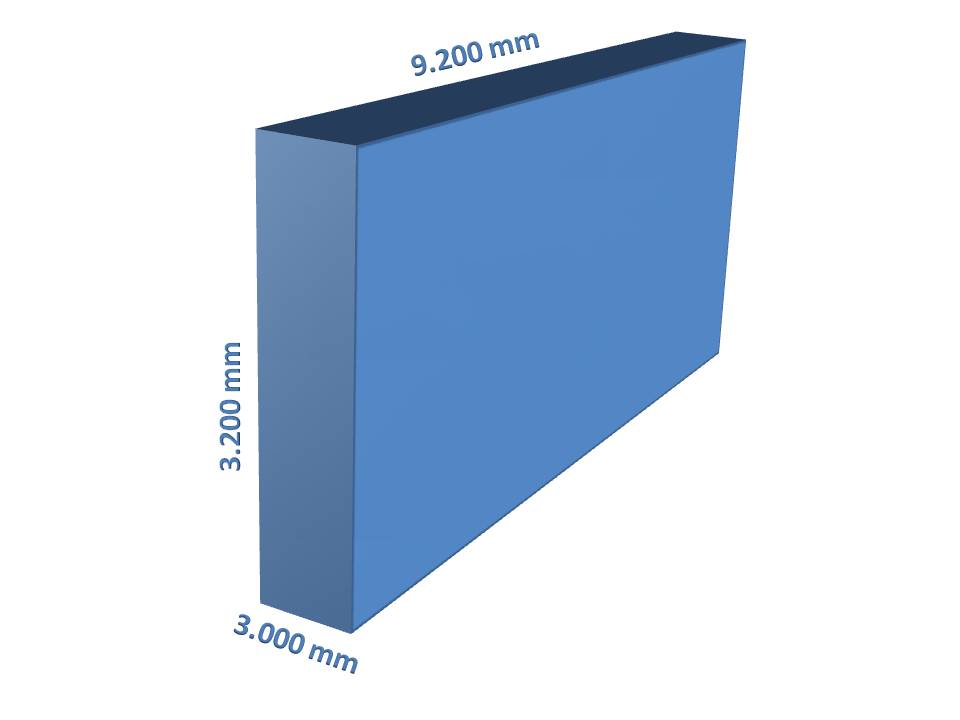
Maximale Abmessung
Bauteile können beschichtet werden, wenn sie mittig aufgehängt folgende Abmessungen nicht überschreiten.
(Bitte Zuschläge beachten.)
Länge: 9.200 mm
Breite: 3.000 mm
Höhe: 3.200 mm
max. Stückgewicht: 3.500 kg